

메쉬 빌드 팁
페이지 정보
작성일24-11-20 10:32 4,218읽음본문
안녕하세요, 해당 글은 메쉬 빌드 입문자 분들을 위한 팁 입니다.
많은 시행착오 및 도움으로 인하여 빌드를 배워서 공유 및 기록 겸 남겨 놓습니다.
* 아래 사진들은 모두 그룹 등에서 캡쳐하여 사용 하였습니다.
1. 메쉬 무화기의 종류
메쉬 무화기는 편심이냐 센터심 단일홀이냐 AFC냐 등 여러가지로 나뉘어지고 있습니다.
그러나 막입인 제 입장에서 챔버의 크기나, 에어홀 등으로 맛의 변화가 있는 부분은 크게 체감이 안되었습니다.
실제 사용자 입장에서 메쉬 무화기의 난이도는 아래 두가지 기준으로 나뉜다고 생각합니다.
- 윅홀 절연체 유무

윅홀의 절연체는 핫스팟이 생기지 않는 것을 도와 줍니다. (대표적으로 파라보쯔의 C 세라믹이 있습니다.)
메쉬 빌드에 익숙해지면 없다고 핫스팟 잡는게 크게 어렵진 않습니다만, 빌드 시에 방법이 달라지게 되며 조금 더 신경을 써야 됩니다.
- 탱크로의 공기 유입구 유무

메쉬 무화기는 모세관 현상으로 액상을 끌어올리는데 이 때 공기의 흐름은 굉장히 중요한 역할을 합니다.
솜 무화기와 근본적으로 다른 부분이라 생각 되네요, 솜 무화기는 진공이어야 하지만
메쉬 무화기는 공기의 흐름이 있어야 액상 유입이 원활하게 됩니다.
마찬가지로 없다고 안되는건 아니지만, 없는 경우 공기의 흐름이 생길 수 있는 윅을 만들어주어야 합니다.
- 즉, 빌드의 편의성은 윅홀 절연체와 공기 유입구가 결정적인 역할을 한다고 생각 합니다.
2. 핫스팟 관리
- 로프는 세라믹 핀셋으로 건들였을 때 쉽게 움직일 정도로 헐렁 하되 메쉬에서 떨어지면 안됩니다.
- 로프를 체결할 때는 꽉 조이면 안됩니다. 나사가 풀리지 않을 정도로만 체결하시면 됩니다.
- 로프의 장력 조절이 어려운 경우에는
a. 로프를 우선 느슨하게 감은 후에 +, - 포스트에 체결
b. - 포스트 (하단 포스트)를 풀고 하단 포스트의 로프를 풀리지 않게 손으로 잡는다
c. b 의 상태에서 세라믹 핀셋을 이용 윅에 감긴 로프 전체를 ->(오른쪽) 방향으로 감아 준다
d. - 포스트를 체결할 시 꽉 조이지 않도록 한다. (정말 중요합니다.)
* 위 과정으로 하면 로프가 윅에 타이트하게 감기면서도 핫스팟에 영향을 주지 않습니다.
- 로프의 체결은 항상 다리(코일 다리) 길이가 짧아지는 방향으로 체결해야 합니다.
(다리가 길면 길 수록 핫스팟의 확률은 올라갑니다.)
- 윅은 윅홀에 너무 타이트 하면 안됩니다. 보통 톡톡 했을 때 움직이는게 제일 이상적이었습니다.
- 코일의 위치는 절대 + 포스트에 감기는 영역보다 위로가면 안됩니다. 아래 사진처럼 위로 갈 경우 핫스팟이 생깁니다.

- 로프는 웬만하면 +- 포스트 체결되는 가운데에 있어야 합니다.
- 세라믹 등 절연체가 없는 경우에는 로프와 윅을 같이 구워주어야 효율적으로 핫스팟을 없앨 수 있습니다.

이 때 로프의 다리 쪽 모양이 손상이 가지 않도록 조심 하시며, 보통 타겟 바퀴수 +1 바퀴를 감으신 후 구우시면 편합니다.
- 윅을 구우신 후에는 불순물등이 많기 떄문에 과산화수소에 담구시어 불순물을 없애시는 것을 추천 드립니다
과산화수소 농도 35% 의 경우 3-5분, 3%의 경우 1시간 내외로 담구면 불순물이 없어지며, 핫스팟에도 도움을 줍니다.
담구신 후에는 물로 잘 헹구신 후 이게다 날라갈 정도로만 가열을 하시어 기화 시키는 것을 추천 드립니다.
3. 액상 유입
- 액상 유입을 위한 빌드 방법은 여러가지가 있습니다.
간단하게 솔리드, 할로우, 아코디언, S-wick, 크리즈윅 등등 다양한 방법들이 있습니다.
- 실제 경험 상 제일 중요한 부분들은 아래와 같습니다.
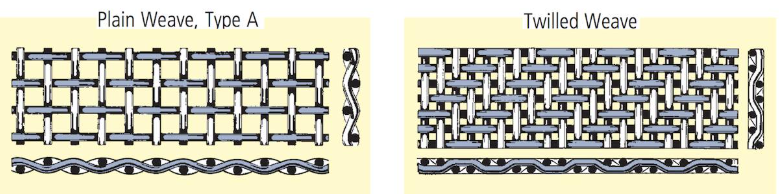
a. 플레인 메쉬 vs 트윌위브메쉬
액상유입 : 플레인 위브 > 트윌 위브
핫스팟 관리 : 트윌위브 > 플레인 위브

* 방수는 200-250방 이면 방수로 인한 유의미한 차이가 나지 않는 것 같습니다.
241218 정정) 프롤로브 기준 200방과 230방 에서 유의미한 차이 확인 했습니다.
유입도 유입 이지만, 발열 및 식는 정도, 기화량, 머금는 양 등 차이가 나며, 200방은 겨울에 사용 하기에 좀 더 좋습니다.
* 국내서 쉽게 구할 수 있는 프롤로브는 트윌위브 메쉬이며 유입도 괜찮은 편입니다.
b. 45도 커팅 vs 90도 커팅
기존 글에 나와 있으며 45도 커팅이 유입에 더 유리 합니다.
c. 솔리드 vs 나머지
액상유입 : 나머지 > 솔리드
액상 머금는 양 : 솔리드 > 나머지
d. 윅의 크기, 길이
웍위 크기 : 공기 유입구가 없다면 윅홀보다 0.1~0.2mm 작게, 그게 아니라면 적정하게
웍의 길이 : 포스트로 부터 1mm 이상 튀어나오지 않으며, 탱크 바닥에 닿지 않도록
e. 저온굽기의 필요성
메쉬가 열을 받으면 유입이 더 빨라집니다. 따라서 저온 굽기를 하면 유입이 빨라지는 것처럼 보이지만,
식히고 다시 액상을 떨어트리면 글쎄..? 유입이 빠르다는 느낌이 안들었으며 실제로도 유의미한 차이는 못느꼈습니다.
실제로 공기 유입이 원활한 경우 저온굽기를 안하더라도 문제는 없었습니다. (3.8V 기준)
- 추천 빌드 방법
a. 제단
세로는 무화기마다 다르며, 가로는 3mm 기준 40-45미리 추천 드립니다.

제단 후 그림과 같이 45도로 삼각형으로 잘라 줍니다.
저 위 부분은 무화기에 맞추어 코일이 들어갈 부분 아래 부터 세로 1 : 가로 2 정도 비율로 잘라주시면 됩니다.
사진 상에 아래 부분이 탱크쪽 그리고 위 부분이 코일 부분 입니다.
b. 위킹 방법
Z윜

위에 처럼 자른 부분부터 말아주면 되며, 저는 5z (5번 접기)만 하고 저렇게 끝까지 접지는 않습니다만 접어도 무관 합니다.
S-wick

S 윅은 코타핀 등을 이용하여 위 사진 처럼 말아가면 됩니다.
여기까지 위 모든 위킹은 코일부의 메쉬는 두껍게 하여 액상을 많이 머금게 만들고, 밑은 공기 유입구를 넓혀 유입을 빠르게 하는 용도입니다.
* 위킹 속도 : S윅 > Z윅
+ a 방법

위 방법대로 했다면 탱크 부의 메쉬는 상대적으로 얇고 내부가 비어 있는 상태 입니다.
이 때 끝에서 부터 45도 각도로 메쉬를 자르시면 공기 유입구가 더 넓어지어 유입이 더 원활해 지는 효과가 있습니다.
행베하세요

댓글 8건
seokG님의 댓글

|
|
아직 메쉬하는 분들이 계셨네요. 20년도에 한창 재미있게 했었는데. 화이팅입니다~ |
기룬님의 댓글
|
|
18년도 쯤에 페텍에서 메쉬무화기 몇개 사서 도전하다가 한번도 성공 해본적이 없네용 ㅠㅠ |
서울전담님의 댓글
|
|
@seokG메쉬로 복귀 어떠신가요 ^^ |
서울전담님의 댓글
|
|
@기룬요즘에는 빌드 편의성이 많이 좋아진거 같아서 복귀할만 하실것 같아요 ^^ |
태엽고래님의 댓글
|
|
ㅇㅁㅇb!!!
저도 넥스티니 잠시 사용하다 말았지만 메쉬는 로망이 있는것 같습니다 |
NAYOON님의 댓글
|
|
요즘 메쉬는 어디서 구입하시나요? |
서울전담님의 댓글
|
|
@NAYOON페이스북 그룹에서 주로 구매하며 파라보쯔는 Paravozz wiki 에서 가능합니다. |
벤쥬님의 댓글
|
|
언젠가는 다시 도전하기를...스크랩! |
